歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!

全國咨詢熱線
158-610-61122
歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!
全國咨詢熱線
158-610-61122

手機:15861061122(王總)
電話:0523-83773616
網址:hishet.com.cn
地址: 興化市戴南鎮張帥路北側
了解不銹鋼從了解內部元素開始碳是一種非金屬元素,位于元素周期表的第二周期IVA族。拉丁語Carbonium,意為“煤,木炭”。漢字“碳”字由木炭的“炭”字加石字旁構成,從“炭”字音。不銹鋼板材廠家碳是一種很常見的元素,它以多種形式廣泛存在于大氣和地殼之中。碳單質很早就被人認識和利用,碳的一系列化合物——有機物更是生命的根本。碳是生鐵、熟鐵和鋼的成分之一。 碳能在化學上自我結合而形成大量化合物,在生物上和商業上是重要的分子。生物體內大多數分子都含有碳元素。碳是工業用鋼的主要元素之一,鋼的性能與組織在很大程度上決定于碳在鋼中的含量及其分布的形式,在不銹鋼中碳的影響尤為顯著。316F不銹鋼板材碳在不銹鋼中對組織的影響主要表現在兩方面,一方面碳是穩定奧氏體的元素,并且作用的程度很大(約為鎳的30倍),另一方面由于碳和鉻的親和力很大,與鉻形成—系列復雜的碳化物。所以,從強度與耐腐燭性能兩方面來看,碳在不銹鋼中的作用是互相矛盾的。
色差特征:不同于標準板的顏色。原因:涂層厚度太厚或太薄。不是一批油漆。粘度稀釋時攪拌不均勻。差光澤度特性:光澤度規劃失常。樂從槽鋼批發分一般槽鋼和輕型槽鋼。316F不銹鋼板材熱軋一般槽鋼的標準為5-40#.經供需雙方協議供應的熱軋變通槽鋼標準為6.5-30#.槽鋼首要用于建筑結構、車輛制造、其它工業結構和固定盤柜等,槽鋼還常常和工字鋼協作運用。原因:涂層厚度不合適。固化條件不合適。攪拌是不可的。槽鋼截面為凹槽形的長條鋼材。伊春不銹鋼板材其標準標明方法:如120*53*5,標明腰高為120毫米,腿寬為53毫米的槽鋼,腰厚為5毫米的槽鋼,或稱12#槽鋼。腰高相同的槽鋼,如有幾種不同的腿寬和腰厚也需在類型右邊加abc予以差異,如25a#25b#25c#等。
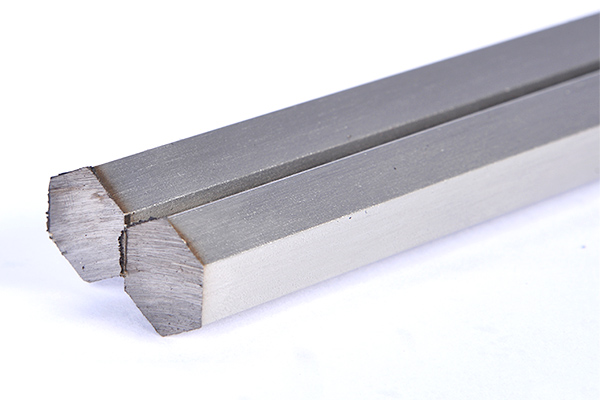
不銹鋼加工時,主要有以下難點:一、加工時,刀具與工具的發熱量高,刀具易磨損,因此,316F不銹鋼板材對刀具要有一定的要求,要耐磨耐高溫。同時,做到刃口要鋒利,選擇合理角度二、轉速慢,切削時受力較大。生產效率不高。三、發熱量高,不銹鋼板材廠家冷卻油選擇很重要,一般用氯化硫。效果較好。四、鉆深孔及攻絲,難度大。五、加工不銹鋼,工人要有一定的經驗和過硬的技術。
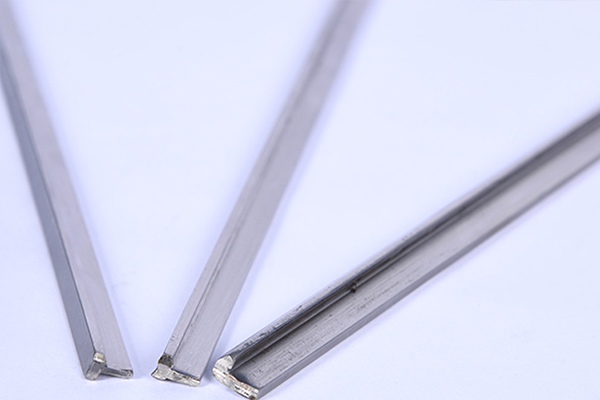
不銹鋼棒材原材料之稀土中間合金及其應用含堿土金屬稀土硅鐵合金包括合金中鈣含量高和含鋇、鍶的復合合金,用于鋼的深度脫硫、脫氧及變質處理。一般用硅熱法和碳熱法生產。不銹鋼板材廠家高鋁稀土硅鐵合金含鋁和鈣都較高的復合合金,作變質劑,用于鋼的脫氧及提高鋼水的脫硫效果。通常用鋁和硅鐵作復合還原劑生產。四、二元稀土中間合金混合稀土金屬或單一稀土金屬和以有色金屬或鐵為基的二元中間合金,常用的有鋁基稀土中間合金、鎂基稀土中間合金和鐵基稀土中間合金。316F不銹鋼板材鋁基稀土中間合金包括鈰組混合稀土金屬和釔組混合稀土金屬與鋁組成的稀土鋁合金和釔鋁合金。稀土鋁合金用于提高工業純鋁的機械強度、導電率和抗腐蝕性,制造高張力的鋁合金線材及高性能鋁合金。傳統生產方法是熔合法或鋁熱還原法,新方法是在氧化鋁一冰晶石熔體內加入稀土化合物的熔鹽電解法(見熔鹽電解法生產鋁基母合金)。釔鋁合金主要用于生產電熱合金,一般用鋁熱還原法生產。
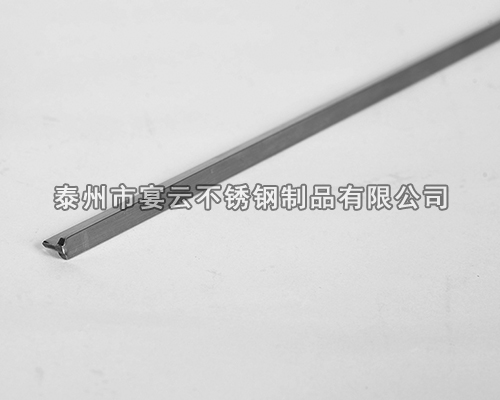
不銹鋼的加工性能:1 不銹鋼切削時塑形大、韌性高,切削時消耗能量大,切削溫度高。不銹鋼導熱率低,316F不銹鋼板材散熱不好易形成刀具高溫;不銹鋼粘結凝焊性強,切削過程中易形成積屑瘤;不銹鋼加工硬化傾向強,切削表面易形成硬化層;不銹鋼不易斷屑,切削過程中易堵塞,影響加工表面的光潔。2 不銹鋼切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形導屑槽可改善切削條件;后角,對硬質合金車刀,后角應為6--10°,對高速鋼車刀,后角應為8--12°;主偏角60--75°;副偏角,應為8--20°;在粗車時應大于零,在精車時應小于零;不銹鋼板材廠家刀尖半徑,一般為0.2--0.8mm。3 不銹鋼切削中的冷卻潤滑:采用冷卻潤滑性能較好的潤滑液,如硫化油、極壓乳化油、錠子油、油酸或植物油等。


