歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!

全國咨詢熱線
158-610-61122
歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!
全國咨詢熱線
158-610-61122

手機:15861061122(王總)
電話:0523-83773616
網址:hishet.com.cn
地址: 興化市戴南鎮張帥路北側
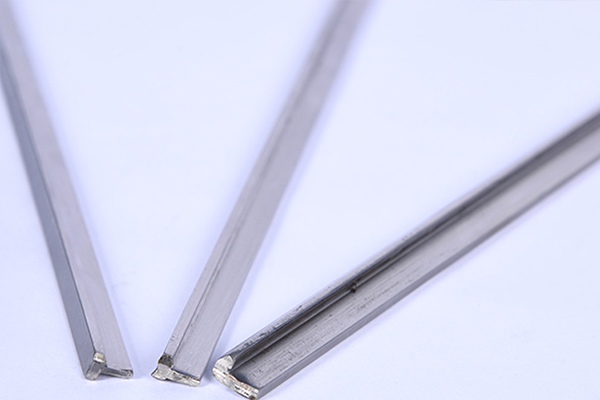
生產不銹鋼焊管生產工藝:原料--分條--焊接制管--修端--拋光--檢驗(噴印)--包裝--出貨(入倉)(裝飾焊管)。扁鋼廠家直銷原料--分條--焊接制管--熱處理--矯正--矯直--修端--酸洗--水壓測試--檢驗(噴印)-包裝--出貨(入倉)(焊管工業配管用管)。真假辨認編輯國際上對材料的耐蝕性按年腐蝕速率分為三類,類為耐蝕,其腐蝕速率小于0.1mm/年,優質不銹鋼屬于此類材料;第二類為尚耐蝕,邯鄲扁鋼其腐蝕速率為0.1-1.0mm/年,屬于一般不銹鋼;第三類為不耐蝕,其腐蝕速率大于1.0mm每年。
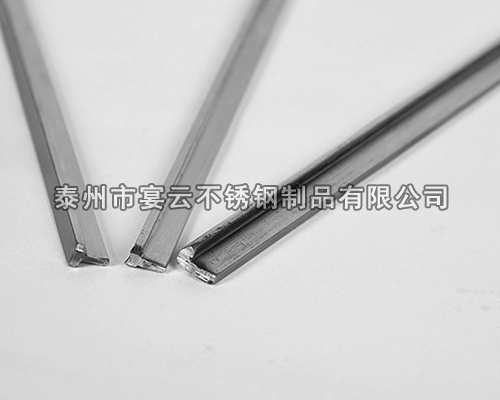
不銹鋼的加工性能:1 不銹鋼切削時塑形大、韌性高,切削時消耗能量大,切削溫度高。不銹鋼導熱率低,303扁鋼散熱不好易形成刀具高溫;不銹鋼粘結凝焊性強,切削過程中易形成積屑瘤;不銹鋼加工硬化傾向強,切削表面易形成硬化層;不銹鋼不易斷屑,切削過程中易堵塞,影響加工表面的光潔。2 不銹鋼切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形導屑槽可改善切削條件;后角,對硬質合金車刀,后角應為6--10°,對高速鋼車刀,后角應為8--12°;主偏角60--75°;副偏角,應為8--20°;在粗車時應大于零,在精車時應小于零;扁鋼廠家直銷刀尖半徑,一般為0.2--0.8mm。3 不銹鋼切削中的冷卻潤滑:采用冷卻潤滑性能較好的潤滑液,如硫化油、極壓乳化油、錠子油、油酸或植物油等。
目前,我國不銹鋼冶煉工藝主要采用二步法和三步法,二步法單工序氬氣消耗高,三步法投資大、綜合生產成本高。扁鋼廠家直銷幾年前,中冶集團中冶東方工程技術有限公司開始進行新型一步法不銹鋼冶煉工藝的科研課題的研發、設計和試生產。最近,中冶東方自主研發的“新型一步法不銹鋼冶煉工藝”技術成果榮獲中冶集團科學技術獎一等獎。303扁鋼該項技術通過科技成果鑒定,并且被鑒定委員會一致認定“屬于國內首創,達到國際領先水平”。

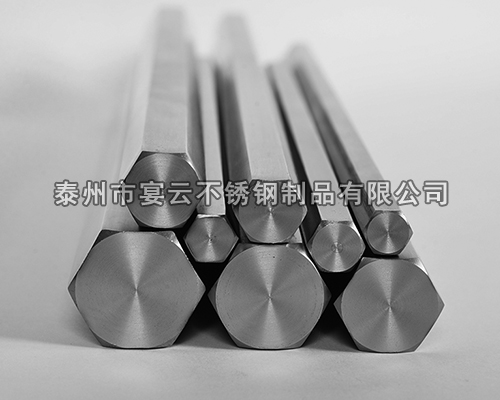
為了下降不銹鋼圓鋼的脆性,將淬火后的不銹鋼圓鋼在高于室溫而低于650℃的某一恰當溫度進行長時刻的保溫,進行冷卻,扁鋼廠家直銷這種工藝稱為回火。為了取得必定的強度和耐性,把淬火和高溫回火結合起來的工藝,稱為調質。某些不銹鋼棒材淬火構成過飽和固溶體后,將其置于室溫或稍高的恰當溫度下堅持較長時刻,以進步合金的硬度、強度或電性磁性等。這樣的熱處置工藝稱為時效處置。303扁鋼把壓力加工形變與熱處置有用而嚴密地結合起來進行,使工件取得很好的強度、耐性合作的辦法稱為形變熱處置;在負壓氣氛或真空中進行的熱處置稱為真空熱處置,它不僅能使工件不氧化,不脫碳,堅持處置后工件外表光潔,進步工件的功能,還能夠通入滲劑進行化學熱處置。外表熱處置是只加熱工件表層,以改動其表層力學功能的金屬熱處置工藝。


