歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!

全國咨詢熱線
158-610-61122
歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!
全國咨詢熱線
158-610-61122

手機:15861061122(王總)
電話:0523-83773616
網址:hishet.com.cn
地址: 興化市戴南鎮張帥路北側

某些不銹鋼棒材淬火構成過飽和固溶體后,將其置于室溫或稍高的恰當溫度下堅持較長時刻,以進步合金的硬度、強度或電性磁性等。研磨棒廠家這樣的熱處置工藝稱為時效處置。把壓力加工形變與熱處置有用而嚴密地結合起來進行,使工件取得很好的強度、耐性合作的辦法稱為形變熱處置;在負壓氣氛或真空中進行的熱處置稱為真空熱處置,它不僅能使工件不氧化,不脫碳,堅持處置后工件外表光潔,316F研磨棒進步工件的功能,還能夠通入滲劑進行化學熱處置。外表熱處置是只加熱工件表層,以改動其表層力學功能的金屬熱處置工藝。

不脹鋼,因為未加入Cr,所以不是不銹鋼(即非不銹鋼)。因為是高Ni材料,一般在不銹鋼生產廠制造。它作為接近于不銹鋼的特殊鋼,在鐵內加入鎳,含量36%的鎳則膨脹系數很小,316F研磨棒體現了特性,其膨脹系數為1.2*10^-6。由此可見,該合金具有不易熱脹冷縮的優越性。金屬掩模印刷版所謂金屬掩模印刷版是安裝在印刷基版上而利用糊膏狀焊錫做成的印刷版。它是使用極薄不銹鋼或不銹鋼箔(厚度0.03-0.2mm),研磨棒廠家利用侵蝕浮雕法或激光加工方式制造。它和彩色顯像管陰罩不一樣,因為它不受熱膨脹等的影響,所以使用不銹鋼代表鋼種SUS304。
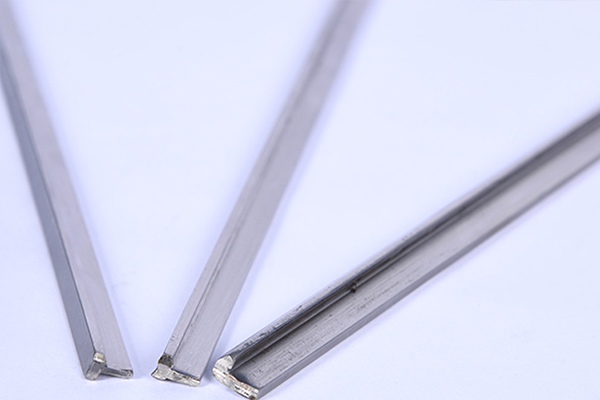
不銹鋼的加工性能:1 不銹鋼切削時塑形大、韌性高,切削時消耗能量大,切削溫度高。不銹鋼導熱率低,316F研磨棒散熱不好易形成刀具高溫;不銹鋼粘結凝焊性強,切削過程中易形成積屑瘤;不銹鋼加工硬化傾向強,切削表面易形成硬化層;不銹鋼不易斷屑,切削過程中易堵塞,影響加工表面的光潔。2 不銹鋼切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形導屑槽可改善切削條件;后角,對硬質合金車刀,后角應為6--10°,對高速鋼車刀,后角應為8--12°;主偏角60--75°;副偏角,應為8--20°;在粗車時應大于零,在精車時應小于零;研磨棒廠家刀尖半徑,一般為0.2--0.8mm。3 不銹鋼切削中的冷卻潤滑:采用冷卻潤滑性能較好的潤滑液,如硫化油、極壓乳化油、錠子油、油酸或植物油等。
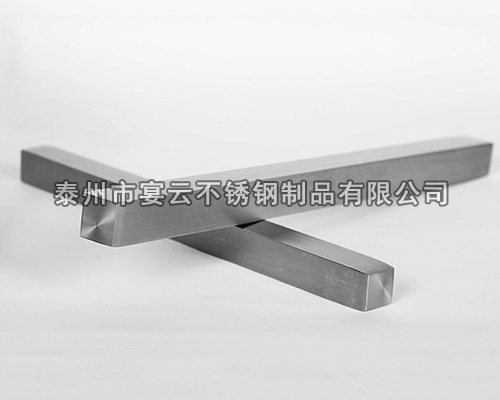
不銹鋼六角棒防腐蝕性能以及在緊固件上的用途一、316不銹鋼六角棒防腐蝕性能:含鉬且含碳量低,316F研磨棒在海洋中和化學工業環境中的抗點腐蝕能力大大地優于304不銹鋼,在焊接后或者消除應力后,抗晶界腐蝕能力優秀,在未進行熱處理情況下,也能保持良好的耐腐蝕性。二、不銹鋼六角棒用途:不銹鋼六角螺母、不銹鋼六角棒緊固件、不銹鋼外六角螺栓、不銹鋼圓柱頭內六角螺釘(杯頭)、研磨棒廠家不銹鋼內六角凹端緊定螺釘(凹端機米)、不銹鋼內六角平端緊定螺釘(平端機米)、不銹鋼內六角緊定螺釘(機米)、不銹鋼內六角柱端緊定螺釘(柱端機米)、不銹鋼沉頭內六角螺釘(平杯)、不銹鋼半圓頭內六角螺釘(圓杯)等。


