歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!

全國咨詢熱線
158-610-61122
歡迎光臨泰州市宴云不銹鋼制品有限公司官方網站!
全國咨詢熱線
158-610-61122

手機:15861061122(王總)
電話:0523-83773616
網址:hishet.com.cn
地址: 興化市戴南鎮張帥路北側

不銹鋼的加工性能:1 不銹鋼切削時塑形大、韌性高,切削時消耗能量大,切削溫度高。不銹鋼導熱率低,304圓棒散熱不好易形成刀具高溫;不銹鋼粘結凝焊性強,切削過程中易形成積屑瘤;不銹鋼加工硬化傾向強,切削表面易形成硬化層;不銹鋼不易斷屑,切削過程中易堵塞,影響加工表面的光潔。2 不銹鋼切削刀具:前角,前角不易太大,一般取12--30°;前面,前面磨月牙形導屑槽可改善切削條件;后角,對硬質合金車刀,后角應為6--10°,對高速鋼車刀,后角應為8--12°;主偏角60--75°;副偏角,應為8--20°;在粗車時應大于零,在精車時應小于零;圓棒廠家刀尖半徑,一般為0.2--0.8mm。3 不銹鋼切削中的冷卻潤滑:采用冷卻潤滑性能較好的潤滑液,如硫化油、極壓乳化油、錠子油、油酸或植物油等。
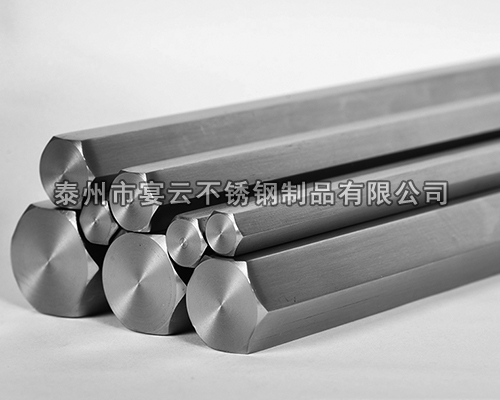
不銹鋼棒材是由不銹鋼鋼錠,經過熱軋或加工鍛造而成的一種市場廣泛使用的一種鋼材。304圓棒不銹鋼棒材具有抗腐蝕、銹蝕或仿磨損的優良特點。不銹鋼研磨棒材同時也是建筑用材料中強度高的鋼材之一。圓棒廠家由于其本身具有良好的抗腐蝕性,所以能確保結構部件長期保持工程設計的持久性和耐用性。隨著科學技術的不斷提高和改進,不銹鋼棒材產品也得到了很好的應用。其耐高溫的特性具有很好的防火效果,正是因為這樣的獨特優點獲得了業界的廣泛推崇和推廣使用。
針對不銹鋼冶煉特點,通過脫碳熱力學和動力學分析,研究了VOD精煉工藝參數對超純鐵素體不銹鋼脫碳速度和終點碳含量的影響,并進行了大量工業生產試驗。304圓棒試驗結果得出的結論是:冶煉溫度對VOD的脫碳影響較大,溫度越高越有利于脫碳,但是受耐材的限制,初始溫度控制在1600~1620℃較為適宜。通過增大吹氧流量、降低壓力和氧槍高度可提高高碳區的脫碳速度、縮短冶煉時間。圓棒廠家在真空度小于70Pa的條件下,低碳區的攪拌強度對終點碳含量影響非常大,增大吹氬流量可獲得較低的碳含量,適當延長脫碳時間能獲得更低碳含量。VOD冶煉冶煉超純鐵素體不銹鋼終點碳質量分數應控制在100×10-6以下。
316不銹鋼公司就是304不銹鋼在抗點腐蝕上多加了對于一些鉬產生的不銹鋼。在各種類型的水質(蒸餾水、飲用水、河水、鍋爐水等)中,山東圓棒304不銹鋼和316不銹鋼的抗腐蝕性能幾乎一樣,但是當介質中氯離子的含量非常高時,圓棒廠家316不銹鋼就更適合。


